選ばれる理由
江井鋳造所は、F1造型機、パレットコンベアラインと小型電気炉を備えた小規模な鋳物製造業者です。
多種の枠サイズを揃え、炉は小型の物を使用しているため、材料の切り替えが容易なことから、多品種・小生産の受注が可能です。
小さいなりに小回りの利いた生産体制で、お客様のニーズにあった生産に対応いたします。



-

 F1造型機
F1造型機
F1造型機による高い技術力に
自信あり!
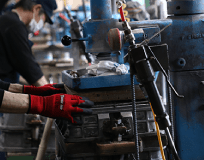
自由度の大きいフレキシブルな
生産が可能F1造型機は多くの工程を手作業でこなすためフレキシブルな生産が可能です。
F1造型機活用の強みは、小回りが利くことと小ロット生産が可能なこと。この特徴を活かしてお客様の痒いところに手が届く対応をいたします。
多種の枠サイズを揃え、炉は小型の物を使用しているため、材料の切り替えが容易なことから、多品種・少量生産の受注が可能です。-

多品種製造可能
フレキシブルな生産が
可能です -

小ロット生産対応
小回りの利く対応が
可能です -

各枠サイズ対応
多種の枠サイズを
揃えております

薄物鋳物品生産可能
スタッフが最近の鋳物のトレンドである薄物鋳物の生産経験を積んでいます。肉薄でもチル化せず、加工性が良好な鋳物を実現しております。

緊急対応もおまかせ
緊急に必要になった鋳物部品も対応可能です。型さえあれば、1個からでも迅速に対応いたします。

なんでもお受けします
F1造型機の型をお持ちください。どんなものでも鋳物にいたします。他の業者様に断られたものでも、一度ご相談ください。
-
-

 信頼の品質・納期
信頼の品質・納期
完全多能工と最適な人員配置で
適切な生産管理・品質管理が可能弊社が140年余にわたり営業させていただけているのは、お客様から長くお付き合いさせていただいている信頼の証だと受け止めております。
「江井鋳造所でしかできない」仕事に誇りを持ち、納期・品質面においても万全の体制を整えております。
完全多能工と最適な人員配置
造型機・溶解・注湯・後工程など、全てのスタッフが様々な鋳物工程を担当することができ、常に最適な人員配置が可能です。

適切な生産管理
スタッフ全員がどのような工程を担っても、その工程の意味を理解し、適切な生産管理を可能とします。
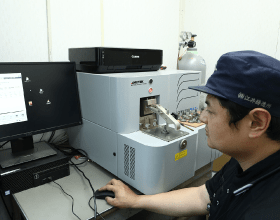
品質保証
発光分光分析装置・硬さ試験機(ブリネル)・引張試験機を保有し、お客様の品質要求に応えるための品質保証体制を築いています。
-

 適正な価格
適正な価格
小回りの利いた柔軟な生産体制が
適正価格を実現お見積・ご注文の数量や製作に係る工数、取り数(1枠で製作できる数量、込め数)など勘案の上、形状の複雑さ等考慮し対応できる技能を持つ者を計画的に配置することで、最適な価格をご提案いたします。

アメーバ組織
柔軟に組織の形や配置などを変えることで、最適なコストの実現につながります。
適正価格
鋳物製造コストを積み上げ積算して明確にし、お客様の最適なサプライヤーとして継続的に安定したお取引を維持いたします。
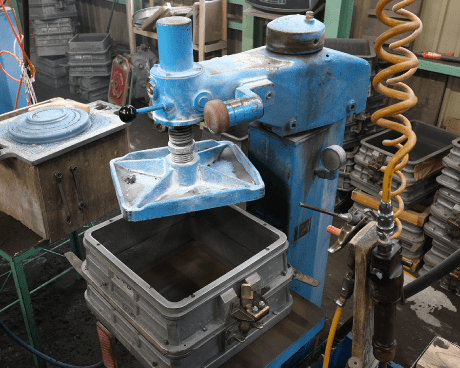
F1造型機について
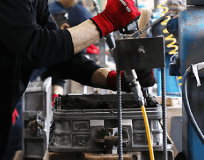
造型設備としては古くからあるもので、昭和40年代に隆盛を極めた半自動造型機です。
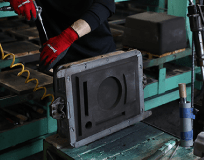
F1造型機はジョルト(振動)とスクィーズ(圧縮)のみを行う設備で、枠セットや型反転、砂の投入や重要な部位への砂の突き固めは作業者が手作業で行う必要があります。その分作業者の経験や技能に左右される要素がございますが、安定した品質のものを生産すべく、常に経験豊富な技能者による技能伝承に努めております。
自動造型機と比較し、生産性は劣るもののコンパクトであることから複数台を並べることで、同時に多品種の生産が可能となります。プレート使用がユニバーサルであることから、この仕様で製作された型は手を加えることなく弊社にて流用可能となります。
中小ロット(1~100個)、小物(0.1kg~15㎏)に適した機械です。
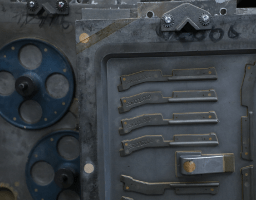
型
木型が多く使用されてますが、ロットサイズが大きいものは金型を使用する場合もあります。自動造型機と比較し、安価に型を製作できるメリットもあります。

込み枠(造型枠)
自動造型機は枠サイズが固定ですが、F1の場合は製品の大きさ、取り数によって異なります。弊社は約30種類、40個程度を保有しています。

中子
複雑な形状の場合に使用します。砂に水ガラスを混錬し炭酸ガスで硬化させたもの(内作)や、自硬性や熱硬化型のシェルもございます。

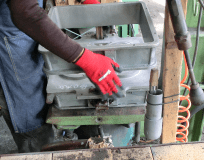
造型作業担当者
F1造型機は手作業で鋳型の造型・運搬を行う為、造型機1基につき必ず1名が担当します。急な休みや技能を要する型を造型する場合に備え、従業員の半数以上が造型作業を担当することが可能です。
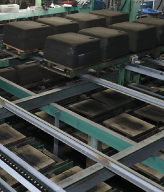
パレットコンベアライン
6レーン式パレットコンベアラインを設置しておりますので、連続生産可能です。F1造型機と組み合わせて、優れた技能者による安定生産を実現しています。

鋳型砂
耐火性の高いACIサンドを使用し品質安定に寄与しています。

型置き場
お預かりを希望する木型は、専用の倉庫にて保管いたします。
対応サイズ(造型枠・込み枠)の
適合サイズ表
| 枠サイズ | 枠深さ | |||
|---|---|---|---|---|
| ① | ② | |||
| 上 | 下 | 上 | 下 | |
| 300×300 | 100 | 100 | 150 | 150 |
| 300×350 | 100 | 100 | 150 | 150 |
| 330×330 | 100 | 100 | 150 | 150 |
| 370×370 | 100 | 100 | 150 | 150 |
| 300×400 | 100 | 100 | 120 | 150 |
| 300×450 | 100 | 100 | 100 | 200 |
| 400×400 | 100 | 100 | 150 | 200 |
| 350×500 | 130 | 130 | - | - |
| 300×650 | 100 | 150 | - | - |
| 250×500 | 130 | 100 | - | - |
工程
造型工程
-

型のセット
-

下枠に砂を入れ固める
-


型を反転させ、下枠同様に上枠に砂を入れ固める
-

スクイーズ(プレス)し、しっかり型を固める
-

型を抜く
-


枠をかぶせる
-


枠を抜く
-


型をラインに並べる(造型完了)
鋳造工程
-
砂混錬(ミキサーで水分と粘度を調整)
-

造型(機械はF1造型機)
-

注湯前(造型した型が並ぶ)
-

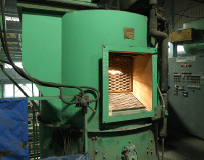
溶解(1500℃超の溶けた鉄をトリベで受ける)
-

注湯(溶けた鉄を型に流し込む)
-

バラシ(固まったら砂と製品を分離。砂は再利用)この後ショットブラストし砂を落とす。
-

鋳仕上げ(バリをとる)